
 "/>
"/> "/>
"/>
Metal Pack
1.199,95€
Out of stock
Only compatible with the Epsilon Series (Epsilon W50 and W50SC, Epsilon W27 and W27SC)
The Metal Pack is an upgrade for the current Epsilon Series that opens up a new range of applications for BCN3D customers, especially for spare parts, functional prototyping, and tooling, and is mainly aimed at the pharmaceutical, food, automotive, aerospace, and manufacturing sectors. The parts produced by this process have practically identical behavior to those produced by MIM or CNC and offer an office-friendly solution with far more design freedom.
The Metal Pack includes both Ultrafuse® 316L and 17-4 PH, and a new exclusive hotend for metal, as well as specific accessories, to ensure a smooth printing experience. BCN3D has created a new printing profile for metal for the BCN3D Stratos slicer that avoids the internal tensions of the printed part during the printing process. After printing, debinding and sintering processes can be carried out externally through the current Forward AM authorized network of service suppliers.
Ultrafuse® Metal Filaments portfolio has been developed based on BASF’s decades of know-how within the Metal Injection Moulding (MIM) industry.
How does the process work?
The process is divided into 3 steps: printing a part with the BCN3D Epsilon 3D printers and the subsequent industry standardized debinding and sintering, done externally through Forward AM’s current authorized network of suppliers. The result is a final part which is nearly 100% solid stainless steel.
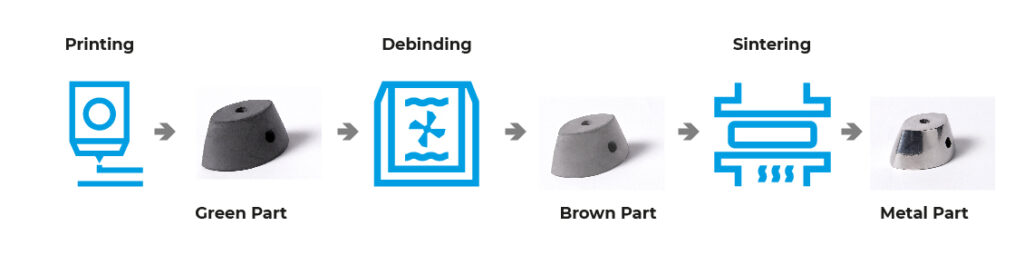
For the printing process, filaments Ultrafuse® 316L and 17-4 PH contain high levels of stainless steel in combination with polymer binders which allow easy printing. The binder content from the printed part is removed through a catalytic debinding process. For the next step, the part undergoes a subsequent sintering process at temperatures right below the melting temperature of the metal, which causes the metal particles to coalesce. The material then reaches its final state through post-sintering, where it achieves required performances in aspects such as hardness and strength.
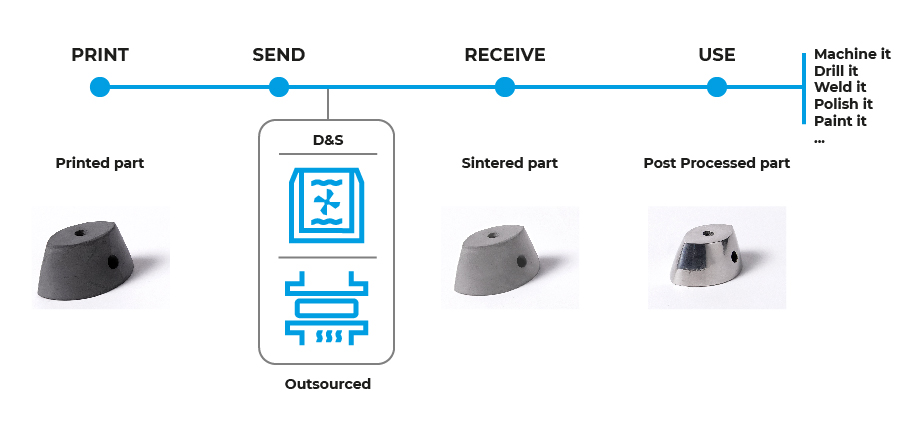
The user workflow is reflected in the following picture.
The recommended BCN3D & BASF D&S providers that offer sintering and debinding services are:
DHS (USA & Canada):
- DSH begins processing orders on the second and fourth Tuesdays of every month. To abide by this schedule, parts must arrive no later than the Monday just before the scheduled run.
- DHS charges per Kg, meaning that you need to buy as many tickets as Kg you are sending.
- Your parts need to meet the BASF guideline requirements that DHS strictly follows or they will be refused.
Metal pack, Debind & Sinter tickets are sold by:
- Matterhackers (US) Check here for further details
- Shop3d.ca (Canada)
Elnik (Europe):
- Elnik begins processing orders on the second and fourth Tuesdays of every month. To abide by this schedule, parts must arrive no later than the Friday just before the scheduled run.
- Elnik charges per Kg, meaning that you need to buy as many tickets as Kg you are sending.
- Your parts need to meet the BASF guideline requirements that Elnik strictly follows or they will be refused.
Metal pack, Debind & Sinter tickets are sold by:
- IGO3D (Dach & BLX) (decide the strategy speciying reseller for country or IGO for all the region)) Check here for further details
- HAVA3D (France)
- Sicnova (Spain)
- Crea3D (Italy)
CMG (UK) :
- CMG runs D&S cycles almost every week. They have one of the quickest delivery times in the market.
- CMG charges according to the occupied space in the oven, meaning that the cost will depend on how much space your parts will take up.
- They allow to debind and sinter parts up to 200mm x 300mm x 100mm, and are open to discussing even larger parts.
- They provide a wide range of post-processing services, including machining and polishing.
Metal pack, Debind & Sinter tickets are sold by:
- 3DGBIRE Check here for further details
Please read the following guidelines from our customer support team.
If you are a sintering and debinding solutions provider and would like to join the list above, contact us at sales@bcn3d.com.
How to install the Metal Pack
The installation of the Metal Pack on your Epsilon printer is extremely easy and quick. Follow the instructions in the following video to ensure a seamless installation.

Design requirements and guidelines
Our customer support team has prepared some documentation in our knowledge base to make sure you maximize the use of the metal pack:
- How to print 316L: https://support.bcn3d.com/knowledge/316l-filament
- 316L, tips and tricks: https://support.bcn3d.com/knowledge/316l-bcn3d-tips
- How to print 17-4 PH: https://support.bcn3d.com/knowledge/17-4ph-filament
- 17-4 PH, tips and tricks: https://support.bcn3d.com/knowledge/17-4-ph-bcn3d-tips
In the following guidelines from manufacturer BASF, you will learn about:
- Process Workflow
- Debinding Simulation
- Part Orientation
- Shrinkage & Sintering Distortion
- Supports “Not Just for Printing”
- Debinding & Sintering
- Post-Processing
-> Debinding Simulation Guidelines
Video training from basf
module 1 Module 1: Introducing Metal 3D Printing
module 2 Module 2: Process
module 3 Module 3: Design Guidelines
module 4 Module 4: Simulation Services
Properties
We carried out several tests at BCN3D to properly understand the final results that can be obtained with our printers. The following are the best results we’ve achieved with metal. We strongly recommend that you create your own iterations to get the right accuracy on your specific design to compensate for the shrinkage:
- Achieved density with Epsilon Series: 7.74 over 7.85 g/cm3 (98.59%).
- Shrinkage with Epsilon Series: 19% XY / 24% Z (it depends on the geometry).
- Maximum accuracy achieved with Epsilon Series: up to ±0.09mm XY / ±0.04mm Z.
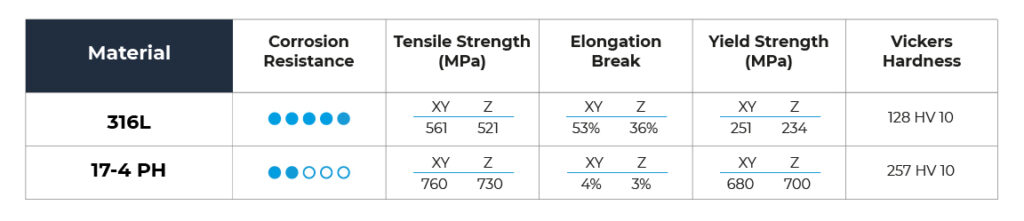
In the chart below, you can find the differences between 316-L and 17-4PH:
Main properties
Post-processing metal parts
The metal printed pieces can be treated the same way as steel manufactured parts are treated in traditional ways, creating a wide range of possibilities to improve the finish of the piece.
In this article, we explain the different processes you can perform on your pieces to improve the surface quality: https://support.bcn3d.com/knowledge/postprocess-metal-parts

What comes in the Metal Pack?
- 1x 316L 3Kg BASF spool
- 1x 17-4PH 3Kg BASF spool
- 2x Hotend M (more information at https://support.bcn3d.com/knowledge/hotend-m-metal-materials)
- 1x Magigoo Pro Metal
- 2x Brass Wiper
- Activation code
Q&A
- What is the shrinkage % with this material?
With the BCN3D metal printing profile, we have established the shrinkage at 19%XY & 24%Z, meaning that we print more densely than other brands and therefore waste less printing time.
- Can the debinding and sintering be done without outsourcing? Can I purchase the equipment and debind and sinter the parts myself?
It is absolutely possible to carry out the Debinding and Sintering steps yourself if you have access to a facility with the correct equipment or are interested in doing debinding and sintering on a scale that justifies the capital equipment. However, the most cost-effective method for the majority of users will be utilizing the network of debinding and sintering service centers prepared to handle the parts.
- How much does outsourcing debinding and sintering cost?
40-70€/KG.
- Can I use support materials for this filament?
We do not recommend using supports with your Ultrafuse 316L prints. While it is possible to use breakaway and water-soluble supports to help produce Ultrafuse 316L parts, they will not be able to maintain the print’s shape during the sintering process, which will lead to deformity. Using Ultrafuse 316L filament as its own support material is also possible, but would require machining, cutting, or grinding the support off after sintering. Nowadays, BASF is working on a ceramic support, which would work well with our IDEX technology. Another alternative is to remove supports and indicate to apply ceramic spray in the interface before the process prior to sending your parts away to suppliers.
Printed part examples




